 £ GBPChange Country
£ GBPChange Country- Sign in
- Submit RFQ
Moving mild acidic fluids, chemicals and other corrosive liquids through piping systems can be a difficult process and would require the right pump.
Raptor Supplies offers an
 A
A A
ADayton centrifugal pumps are designed for transfer of non-flammable liquids. They are suitable for continuous medium-pressure circulation, jockey pump service, booster service, irrigation and other pumping applications. They come with a water seal flush port for decontamination of chemicals on the seat elastomers and seals. Choose from a range of these centrifugal pumps, available in 1/4 and 1/8 inch maximum diameters on Raptor Supplies.
 A
A B
B C
C D
D E
E F
F G
G H
H I
I J
J K
K L
L M
M N
N O
O P
P Q
Q R
R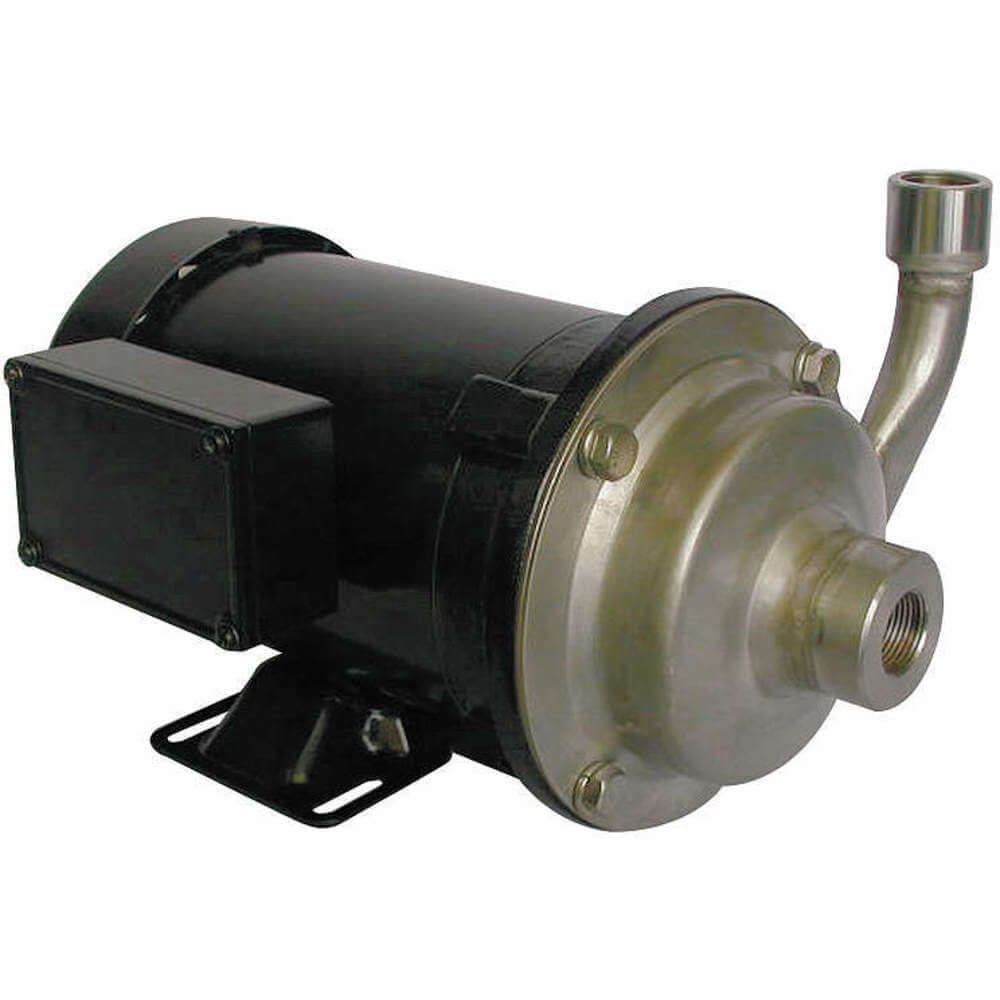 S
S| Style | Model | Hp | Housing Material | Nameplate Voltage | Phase | Max. Flow Rate | Max. Flow Rate @ 15 Ft. | Max. Head | Outlet Size | Price (inc. VAT) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 5WXT6 | £1,390.88 | |||||||||
| B | 4JMX4 | £1,470.70 | |||||||||
| C | 2YEW2 | £1,254.86 | |||||||||
| D | 2YEW3 | £1,324.47 | |||||||||
| E | 4JMV9 | £1,050.29 | |||||||||
| F | 4JMX5 | £1,031.47 | |||||||||
| G | 2YEU1 | £1,218.99 | |||||||||
| H | 5WXT7 | £1,601.63 | |||||||||
| I | 2YER9 | £1,069.49 | |||||||||
| J | 4JMW1 | £1,075.67 | |||||||||
| K | 4JMX3 | £1,186.20 | |||||||||
| C | 2YEV9 | £1,178.61 | |||||||||
| L | 4JMV8 | £1,267.46 | |||||||||
| I | 2YER7 | £1,006.47 | |||||||||
| M | 4JMX2 | £999.69 | |||||||||
| G | 2YER8 | £1,050.40 | |||||||||
| N | 5WXT4 | £1,387.54 | |||||||||
| D | 2YEW1 | £1,224.67 | |||||||||
| O | 4JMV7 | £917.47 | |||||||||
| P | 5WXT5 | £1,401.04 | |||||||||
| Q | 4JMV4 | £703.31 | |||||||||
| R | 4JMW7 | £944.25 | |||||||||
| C | 2YEV5 | £994.67 | |||||||||
| I | 2YER3 | £874.70 | |||||||||
| S | 5WXT1 | £910.70 |
 A
A B
B C
C| Style | Model | Housing Material | Nameplate Voltage | Max. Flow Rate | Max. Head | Max. Flow Rate @ 10 Ft. | Impeller Material | Best Efficiency Head | Max. Flow Rate @ 5 Ft. | Price (inc. VAT) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | E10-NSHNDNN2W-02 | £320.57 | |||||||||
| A | E10-NSTNDNN1W-19 | £312.23 | |||||||||
| B | E3-NSHVNN3W-13 | £236.91 | |||||||||
| C | E10-NSHVNN1W-23 | £372.47 |

| Model | Item | Price (inc. VAT) | |
|---|---|---|---|
| 526003 | AC2YGN | £226.43 |

| Model | Item | Price (inc. VAT) | |
|---|---|---|---|
| 502303 | AB2VRD | £363.60 |

| Model | Item | Price (inc. VAT) | |
|---|---|---|---|
| 90210030 | BP7NDK | - | RFQ
|
What is a chemical resistant pump?
Chemical resistant pumps move mild acidic fluids, chemicals and other corrosive liquids through piping systems. These pumps are available in a variety of housing materials, voltages & horsepower ratings for both agricultural and industrial purposes. Chemical resistant pumps can handle chemicals, chemical slurries & substances with varying levels of viscosity, corrosiveness and abrasiveness.
Chemical dosing pumps are positive displacement pumps that inject a precise dose of chemicals into water, gas or steam. They are typically part of a chemical feed system that comprises a pump (or multiple pumps), a storage tank, pipes and a control panel. There are different methods and types of pumps that can be used, but the general procedure is to draw a preset amount of chemical into a holding container and then inject it into a pipe or tank that holds water or other material to be dosed.
Chemical resistant pumps are ideal for handling a variety of liquids and are suitable for most continuous-duty & high-flow applications in the plumbing, electronics, water treatment and construction industries. Raptor Supplies offers a wide range of these pumps from brands like Dayton, Laing Thermotechand Little Giant. Daytonchemical resistant centrifugal pumps are designed for irrigation, spraying systems, transfer of non-flammable liquids and applications where no suction lift is required. These centrifugal pumps come equipped with a water seal flush port for the decontamination of chemicals on the seal & seat elastomers. All models feature thermal protection to prevent overheating and operate only after cooling down. Centrifugal pumps from Little Giantfeature a single-phase, square flange motor that can operate at speeds up to 3600 rpm, with thermal overload protection for safe operation. These centrifugal pumps come equipped with a glass-filled thermoplastic impeller for increased efficiency and ports providing proper air bleeding to prevent frost damage. These chemical resistant pumps feature a large drain hole and shaft flinger in an adapter bracket to prevent moisture from damaging bearings.
Chemical resistant pumps can be used in chemical & petrochemical plants, pharmaceutical plants, food & beverage industries, refineries, gas & power plants, water treatment facilities, tank farms, heating & refrigeration systems, etc. They can transfer a host of materials, including hydrochloric acid, sulfuric acid, benzene, nitric acid, hydrofluoric acid, chlorine, bromine, hydrocarbons, aggressive & explosive chemicals, halogenated solutions, high purity chemicals, salt water, waste water, noxious liquids, caustics, heat transfer fluids, ethylene glycol, propylene glycol and recovery solvents.
Chemical resistant pumps must meet or ASME, ANSI, API or NACE standards before they can be used for boiler, pressure vessel, oil & gas refinery, nuclear or other mission critical applications.
The aforementioned reasons are why chemical resistant pumps should be used to transfer harmful substances. These pumps must be capable of handling substances efficiently in order to avoid production shutdown or pump breakdown.
Under normal circumstances and proper handling procedures, these pumps don't require a lot of maintenance. They are 100% oil-free, meaning you don't have to oil the parts throughout the lifetime. These pumps come with a cylinder and non-lube piston. Even the bearings of the pumps are sealed and lubricated permanently to ensure that users don't have to take the trouble of oiling them.
Leakage and contamination are two reasons why pumps might malfunction. This usually happens due to poor pressure. Pumps must be thoroughly clean in order to operate at maximum efficiency. If the pressure problem still exists, you might have to call a service technician.